

На пороге третьего тысячелетия пора отказаться от кустарщины и, если уж вы решили влезть в головку блока цилиндров, влезать туда профессионально, «с головой». О том, как это сделать, расскажет руководитель компании Мотортехнология - Александр Лизунов.
Придет ли в голову здравомыслящему человеку, даже в случае крайней необходимости, сделать больному другу, соседу или собутыльнику нейрохирургическую операцию в домашних условиях? Если уж без этого никак, в округе на тысячу верст - ни одной больницы (пусть даже ветеринарной), то рискнуть можно. Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Проще и надежнее будет доверить ремонт специалисту. Понятное дело, если специалиста под боком нет, придется все делать самому. Но… без настоятельной необходимости пытаться сделать все собственными силами, мягко говоря, негуманно, а то и просто глупо. Итак, не «скальпель, зажим, спирт, огурец», а некоторые сведения, знание которых поможет, по крайней мере «не навредить», а то и помочь пострадавшим седлам клапанов.
Настоятельно предупреждаем: не доверяйте народным умельцам, которые, услышав про ремонт клапанного механизма двигателя, реагируют однозначно: «Нет проблем! Мы в момент притрем, и порядок!» и мелкой рысью отправляются за абразивным порошком, причем добывают его, как правило, не в магазине (денег жалко), а в защитном кожухе электроточила - там его полно, и все задаром. Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта. Если следовать этой логике, то рок-н-ролл вполне может считаться лучшим средством от простуды. А ведь клапанный механизм - один из самых ответственных узлов двигателя, и вкалывать ему приходится ой-ой-ой как. Оно и понятно - коленчатый вал может развивать свыше 6000 об/мин.
Трудно наглядно представить 200 перемещений поршня в секунду. Не легче представить, как может каждый клапан успеть 50 раз в секунду открыться и столько же - закрыться. А если еще вспомнить, что при этом температура сгорающей смеси достигает 2300-2500°С, а сами клапаны, например, выпускные, нагреваются до 600-800°С, то станет ясно: на «рабочем месте» им спокойно и уютно, как в Хиросиме.
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания. Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.
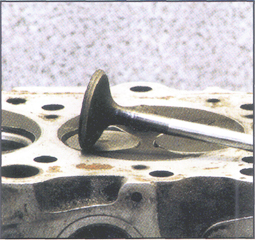
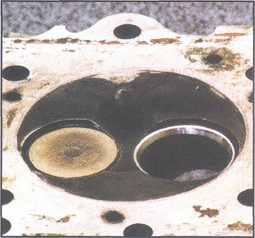
Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
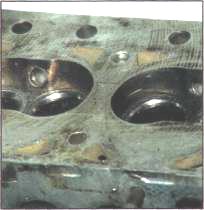 Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.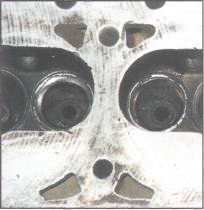
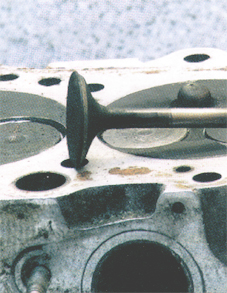
Профиль рабочей фаски клапана практически повторяет форму изношенного седла.
Именно суммой всех обстоятельств объясняется тот факт, что клапанный механизм частенько выходит и будет выходить из строя. Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
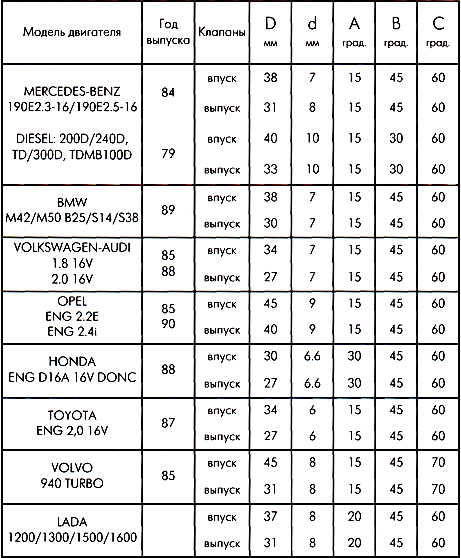
Чтобы стало ясно, насколько серьезным должен быть ремонт, остановимся хотя бы на том, какую форму имеют седла клапанов и чем обусловлен выбор именно такого конструкторского решения для этой важной детали двигателя. Все дело в том, что к конструкции седла предъявляются различные и часто взаимоисключающие требования, такие, как жаропрочность, износостойкость, надежность уплотнения пары «седло-клапан» и др. Следует также отметить тот немаловажный факт, что форма поверхности седла клапана влияет на процесс наполнения и очистки цилиндра двигателя. Начнем с главного. Первое, что требуется от сопряжения «седло-клапан», - обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
А - верхняя вспомогательная фаска;
В - рабочая фаска;
С - нижняя вспомогательная фаска;
D - диаметр тарелки клапана;
d - диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 - 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Теперь о дополнительных фасках седла: зачем они нужны? Их основная роль - формирование газовых потоков,поступающих в цилиндр и выходящих из него. Ведь скорость этих потоков в коллекторах головки блока может достигать 60-100 м/сек на разных режимах работы, и при их прохождении через самую узкую часть, т.е. сечение «клапан-седло», возникают значительные завихрения рабочей смеси (воздуха в дизелях) и потока отработавших газов. Вспомогательные наружная и внутренняя фаски уменьшают эти завихрения и способствуют снижению аэродинамического сопротивления в сечении «седло-клапан». В результате достигаются лучшее наполнение и очистка цилиндров двигателя, особенно на больших оборотах. Видите, как все продумано. Конструкторы старались, рассчитывали форму седла и фаски, все, что можно, учли, что нельзя учесть — предусмотрели... А вы — «притирка, притирка».
Нетрудно предсказать, что кустарные, примитивные методы ремонта ни к чему хорошему не приведут. При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые. А у нас, если удается добиться 70% ресурса, уже считается, что работа сделана на совесть. И в этом не в последнюю очередь виноваты сторонники «дедовских» методов ремонта автомобилей.
Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.
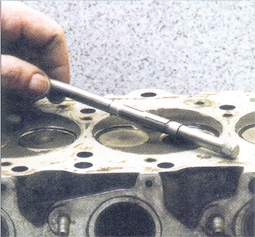
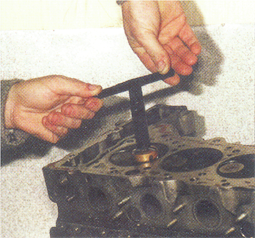
1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.
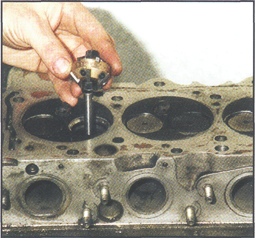
2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.
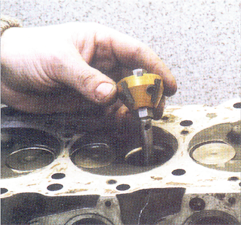
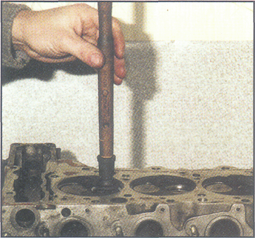
3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.
4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.
5. Для контроля расположения контатирующего пояска производим "проявочную" притирку в течение 5-10 сек.
6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.
7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.
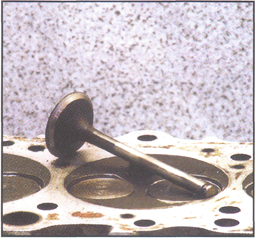
8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.