


Одной из причин преждевременного ремонта двигателей Caterpillar 3116 является утечки жидкости из системы охлаждения, которые, как правило, появляются в результате перегрева моторов. Для поиска мест утечек существует несколько способов, начиная с визуального контроля и заканчивая специальными испытательными стендами.

Компания Мотортехнология для проверки герметичности рубашки охлаждения ГБЦ использует специальный испытательный стенд Piccinotti PMD PTR (Италия), приведенный на фото.
Стенд позволяет моделировать тепловое рабочее состояние ГБЦ за счет проведения испытаний в водяной ванне при температуре 70°С. Следует отметить, что в «сложных случаях» поиска дефектов, например, пор в литье, приходится поднимать температуру до 90 °С.
До испытаний ГБЦ оснащается специальными боковыми заглушками, в одной из которых устанавливается штуцер для подвода сжатого воздуха (0….6 бар). ГБЦ устанавливается на поворотный стол стенда, на каналы рубашки охлаждения со стороны разъёма с плоскостью блока укладываются резиновые заглушки, которые прижимаются через толстый лист оргстекла специальными зажимами.

Подготовленная к испытаниям ГБЦ опускается в горячую ванну и выдерживается в течение 15….20 минут. Затем в ГБЦ подается сжатый воздух, давление которого плавно изменяется регулятором и контролируется по манометру. По месту выделения пузырьков воздуха определяются дефекты (зоны разгерметизации)ГБЦ, которые после испытаний обязательно маркируются. При испытании ГБЦ Caterpillar 3116 наиболее частыми дефектами являются утечки через стаканы топливных форсунок.

Для замены стаканов форсунок двигателя Caterpillar 3116 необходимо иметь специальный комплект инструмента, приведенный на фото.
Технология замены стаканов включает в себя несколько этапов:
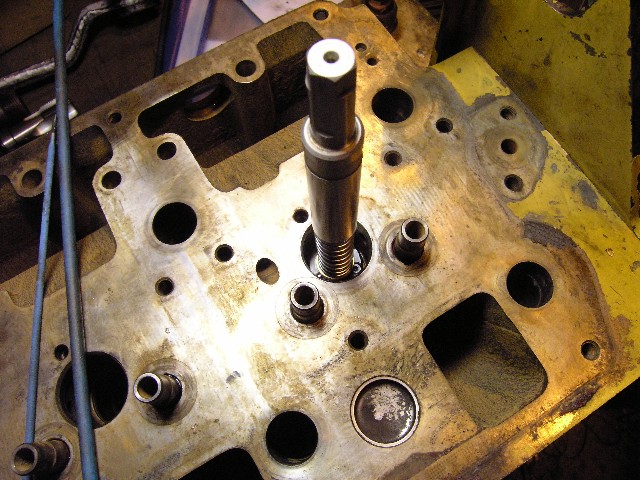
Этап 1. Удаление стакана форсунки.
Специальный метчик (фото 2) через кондуктор (фото 3) устанавливается на головке для нарезания резьбы на внутренней поверхности стакана форсунки (фото 4). Затем с помощью специального съемника (фото 5) удаляем (фото 7) стакан из ГБЦ (фото 8 и 9).
Внешний вид удаленного стакана показан на фото 11.








Следует обратить внимание на состояние поверхностей спряжения ГБЦ и стакана. На контактных поверхностях не должно быть раковин, забоев и др. механических повреждений.
Этап 2. Подготовка ГБЦ к установке стакана форсунки.
После выпрессовки стакана из ГБЦ необходимо тщательно очистить от остатков меди и клея две кольцевые канавки (фото 11), по которым обеспечивается уплотнение в верхней части стакана.
С помощью специального металлического ерша (фото 12) очистить все контактирующие поверхности ГБЦ и стакана, а затем их обезжирить растворителем 646 (фото 13).
На контактирующие поверхности равномерно нанести тонким слоем анаэробный клей (фото 14).
Обезжирить растворителем стакан форсунки и также нанести на его контактирующие поверхности тонкий слой анаэробного клея (фото 15).
Подготовленный к установке в ГБЦ стакан форсунки одевается на специальное приспособление, которое показано на фото 16.






Этап 3. Установка стакана форсунки в ГБЦ.
Аккуратно вставляем стакан вместе с оснасткой (рис. 17) в канал и с помощью инерционного молотка, входящего в специальное приспособления, осаживаем стакан до упора (рис. 18). Вид запрессованного стакана форсунки показан на фото 19.



Для обеспечения надежной герметичности технология ремонта (замены) стакана форсунки предусматривает пластическую деформацию поверхностей (верхняя -цилиндрическая и нижняя – коническая) стакана с помощью специального приспособления приведенного на фото 20.

До раскатки все вращающиеся части приспособления смазываются милебдено-содержащей спрей-смазкой (фото 21) для исключения возможности заклинивания роликов в приспособлении.

После установки приспособления в ГБЦ (фото 22) на его верхнюю часть одевается коловорот. Вращение коловорота должно быть плавным и равномерным (фото 23).

Операция раскатки считается завершенной после 3-4 оборотов с момента резкого падения нагрузки при вращении коловорота. Вид обработанного стакана приведен на фото 24.

Для обеспечения корректного расположения распылителя форсунки относительно плоскости разъема ГБЦ с блоком цилиндров производится дообработка опорного конуса стакана с помощью специального приспособления - зенкера (фото 25).

Предварительно в канал стакана форсунки устанавливается кондуктор через который зенкер центрируется относительно оси. Глубина обработки конуса в стакане ограничивается высотой выступающей части кондуктора, которая надежно обеспечивает позиционирование распылителя в ГБЦ (фото 26).

.
