

Герметичность системы охлаждения — одна из важнейших характеристик, обуславливающих исправную работу двигателя автомобиля. За герметичностью надо следить, ее нельзя нарушать, ее нужно проверять. На чем? Вот на этот вопрос мы и хотим ответить в нашей статье.
Как известно, хороший автосервис - это прежде всего хорошие механики и слесари. Именно от их работы зависит, уйдет ли от вас клиент довольным и вернется ли он снова. Но качество обслуживания во многом зависит и от того, чем работают ваши сотрудники. Давно уже стало аксиомой: чем лучше оборудован сервис, тем быстрее и качественнее производится ремонт. Но, как ни странно, до сих пор многие владельцы СТО, задумываясь о покупке того или иного оборудования, часто решают: да не так уж оно мне и нужно, до сих пор жил без него - и дальше проживу. А порой это оборудование способно сделать труд ваших сотрудников не только более квалифицированным, но и, скажем так, более целесообразным. Сегодня мы предлагаем вам рассмотреть, насколько необходим на ремонтном предприятии стенд для проверки герметичности рубашек охлаждения головок, блоков цилиндров и теплообменников (в простонародье такой стенд именуется опрессовкой), который позволяет моделировать тепловое состояние (нагружение) испытываемых деталей.
Чтобы не попасть впросак
Довольно часто в сервисы обращаются автовладельцы, жалующиеся на перегрев двигателя и его плохую работу. Первоначальный диагноз звучит приблизительно одинаково: в масло попал тосол, скорее всего, испорчена прокладка головки блока. Двигатель разбирают, прокладку меняют. Перед тем как ставить головку блока на место, плоскость головки фрезеруют, чтобы исключить любые деформации и искажения, добиваясь идеального уплотнения стыка головки с блоком. Затем двигатель снова собирают, крепежные болты в случае необходимости меняют, затягивают динамометрическим ключом. Все, ремонт завершен. Заводим мотор - и... та же история: опять тосол попал в масло, они там между собой «переженились», а на этой эмульсии ни один двигатель жить и работать не может. Возникает вопрос: почему? Все операции выполнены грамотно, но, проделав такую колоссальную работу, мы не получили ожидаемого результата. Ответ очевиден: где-то в двигателе «жила» незаметная трещинка, которую порой невозможно разглядеть даже с лупой. Кроме того, трещинки могут появляться в таких местах, где увидеть их нельзя физически, например в канале или во внутренних скрытых полостях. Даже крошечная трещинка, похожая на паутинку, способна сделать работу двигателя невозможной. И диагностировать ее иными методами, кроме опрессовки, довольно проблематично.
Старые механики советской закалки с гордостью скажут, что в былые времена спокойно обходились без опрессовки. Да, подтвердим мы, в былые времена такая вещь, как опрессовка, в автохозяйствах не использовалась (но ее в обязательном порядке применяли на ремонтных предприятиях и на заводах-изготовителях двигателей), поскольку литье было другим - простым и толстостенным. Сегодня же корпусные детали двигателей, особенно у иномарок последней модели, стали не только более тонкими, но и более сложными, ажурными: каналы для топливовоздушной смеси, каналы для масла... К тому же материалы, из которых изготавливаются детали двигателя, сильно отличаются от тех, что использовали в былые времена. Это достаточно сложные материалы, которые могут обладать приличной хрупкостью. Если,например, водитель случайно перегрел двигатель, в нем, вполне вероятно, может образоваться трещинка. И до тех пор, пока ты эту трещинку не обнаружишь и не поймешь, «лечится» она или нет, двигатель работать не будет, хоть трижды его перебирай. А ведь порой именно так и бывает. Мастер работу сделал, прокладки поменял, крепеж затянул, а двигатель не работает. Виня во всем себя (наверняка где-то что- то упустил), мастер принимается за повторную переборку мотора. Но когда и во второй раз результат работы оказывается нулевым, человек начинает роптать на судьбу, сыгравшую с ним столь злую шутку. И только после этого он, возможно, задастся вопросом: а не появилась ли где-то в блоке или в головке блока трещина, которая и отравляет жизнь ему и двигателю?
Сергей Капустин, руководитель автосервиса Торнадо:
- То, что опрессовочный стенд крайне необходим сервисному предприятию, занимающемуся двигательным ремонтом, мы поняли, к сожалению, не сразу. Это был типичный случай из серии «учебы на ошибках». Пару раз мы довольно сильно обожглись на собственной небрежности. Наше недобросовестное, я бы даже сказал - халатное отношение к установлению причины попадания антифриза в картер привело к конфликту с клиентом. Виной всему была не новая Toyota, на которой нам пришлось трижды (!) менять прокладку головки блока цилиндров, прежде чем мы поняли, что «дело было не в бобине». Уже озверевший от постоянных визитов к нам владелец автомобиля закатил такую истерику, что нам ничего не оставалось, кроме как почти полностью разобрать движок и провести его всестороннее исследование, обратившись за помощью к коллегам. Оказалось, проблема крылась в нескольких не видимых глазу трещинках между седлами. Мы-то все грешили то на некачественную прокладку, то на агрессивный стиль вождения, то на поддельную охлаждающую жидкость, а вышло... Пришлось выплатить человеку отступные,поскольку настроен он был очень решительно: мало того, что трижды платил за работу, так ему еще приходилось и масло с фильтрами менять трижды. Конечно, деньги мы ему вернули, причем с компенсацией. Но после того случая приобрели опрессовочный стенд, и больше никаких недоразумений подобного плана с нами не происходило.
Рассмотрим такой пример. Аварийный двигатель - из-за гидроудара оборвало шатун, и шатун пробил блок. Нередко такой двигатель возможно спасти. В этом случае отверстия, как правило, ремонтируются с помощью сварки. Хорошо себя зарекомендовала так же технология компании Seal-Lock по восстановлению и ремонту разломов и трещин головок блоков и блоков цилиндров механическим способом. После того как проведены ремонтные работы по ликвидации трещин, необходимо убедиться, что негерметичность устранена. Бывают, конечно, и такие случаи, когда двигатель ремонту не подлежит. Но узнать об этом заранее можно опять-таки с помощью опрессовки.
Дмитрий Даньшов, руководитель компании Механика:
- Внешне деталь может выглядеть совершенно «здоровой но, если где-то осталась неустраненная трещина, сборка мотора будет напрасным трудом -дорогим, хлопотным, затратным. На сборку-разборку уйдет неделя, и за эту неделю мастеру надо будет заплатить зарплату, а на рабочем месте, считайте, простой. Клиент будет разъярен, когда вы сообщите ему, что ремонт был выполнен напрасно. Опрессовка, собственно говоря, и существует для того, чтобы избегать таких затратных и бессмысленных работ.
Альтернативные варианты
Принцип действия самой примитивной опрессовки состоит в том, что в рубашку охлаждения двигателя накачивается вода, и дальше смотрится, откуда побежит струйка. До сих пор именно такое проведение проверки герметичности рубашки охлаждения рекомендуется осуществлять при ремонте двигателей КамАЗов (см. «Технологический процесс сборки двигателя автомобилей КамАЗ», п. 1.2.7: «...установить блок цилиндров на стенд для проверки герметичности рубашки охлаждения, проверить герметичность при помощи жидкости, нагнетаемой в рубашку охлаждения, нарушение герметичности не допускается»). Однако у этого метода есть ряд очевидных недостатков. Во-первых, большая трудоемкость, а во-вторых, результаты не столь наглядны. Далеко не все трещины можно диагностировать подобным способом. Так, если трещинка тоненькая, струйка воды из нее не побежит, но вот горячий тосол обязательно просочится, поскольку его текучесть гораздо выше. Головка блока может оказаться непригодной к дальнейшей работе, но мы этого так и не узнаем, пока не соберем и не заведем мотор.
Валерий Колобов, специалист компании Мотортехнология:
- По своему опыту могу сказать, что метод проверки герметичности, связанный с заполнением рубашки охлаждения жидкостью, крайне неудобен, поскольку жидкость имеет силы поверхностного натяжения, поэтому увидеть капельку воды, просочившуюся через микротрещины, очень трудно: подтек практически незаметен даже на лицевых поверхностях, а что уж говорить про скрытые полости!.. К тому же после заполнения головки горячей водой (а заполнять головку надо только горячей водой - при низкой температуре жидкости мы, скорее всего, вообще ничего не увидим) она сама сильно нагревается, подтек быстро испаряется. То есть как специалист я бы не советовал работать по подобной схеме.
Также существуют опрессовки, в которых для диагностики используется мыльная пена. Деталь обливается пеной, в нее подается воздух, и в тех местах, где на изделии образовались трещины, должны появиться мыльные пузырьки. Занятие само по себе довольно смешное: ты, как в детстве, считаешь мыльные пузыри, но главное, что обнаружить маленькие трещины таким способом также довольно сложно. И уж совсем экзотическую технологию рекомендуют инженеры отечественных научно-исследовательских институтов, обслуживающих родной российский автопром, при проведении опрессовки ВАЗОВСКИХ головок. Мы обнаружили его сразу в нескольких изданиях с похожими названиями, вроде «Ремонт автомобилей. Инструкции по эксплуатации автомобилей»:
«...14. Для проверки герметичности головки заглушите отверстие в патрубке рубашки охлаждения в заднем торце головки, переверните головку камерами сгорания вверх и залейте керосин в каналы рубашки охлаждения. Если появились течи керосина, значит, головка негерметична и ее надо заменить...».
Здесь следует сказать, что такой метод активно практиковался еще каких-нибудь 1 5-20 лет назад. Для пущей наглядности с внешней стороны головку обмазывали жидким мелом и давали подсохнуть. Керосин характеризуется высокой текучестью, поэтому, если в головке оказывалась трещина, ее очертание четко прорисовывалось на меле.
Существенным недостатком вышеописанных методов является то, что тестирование проводится при комнатной, т. е. более чем низкой для этих целей, температуре. Как правильно отметил Валерий Колобов, на холодном изделии диагностировать разрушение корпусной детали вообще представляется проблематичным. Скорее всего, пациент жив... А если нет? А посему встает вопрос: какой смысл в такой диагностике? Значит, надо использовать иную технологию, применяя специализированное оборудование.
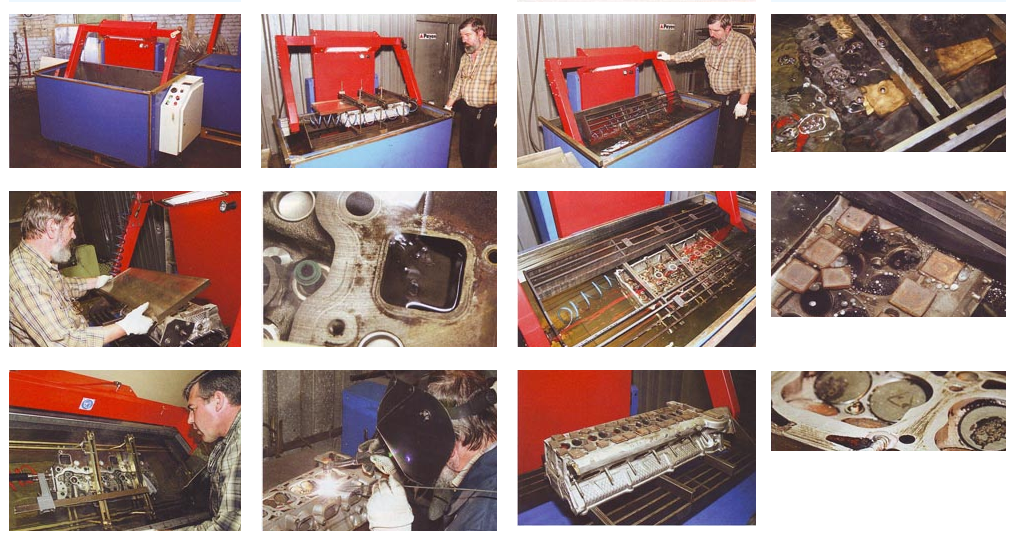
Современный стенд
Устройство нормальной качественной опрессовки выглядит следующим образом. Это столик, на который устанавливается изделие для герметизации. При помощи специальных накладок, резиночек, прозрачных плит из толстого оргстекла (пластигласа) глушатся отверстия (здесь возможны варианты в зависимости от модели стенда, но основной принцип один: заглушить все отверстия). Внутрь подается давление воздуха - около б атм. (или меньше, если изделие такого давления не допускает). Препарированная заглушками деталь опускается в горячую воду и «плавает» в ванне не менее 20 минут. За это время изделие прогревается, незагерметизированные отверстия (т. е. трещины, свищи, фистулы и т. д.) расширяются, и из них под давлением начинает выходить воздух. Повторим еще раз, что горячая вода является непременным условием опрессовки. Законы физики-то никто не отменял: тепловое расширение - штука серьезная, в нашем случае - определяющая. Только в условиях, максимально приближенных к эксплуатационным (главным образом по температурным параметрам), мы можем посмотреть, как поведет себя та или иная трещина. Да, да — именно та или иная, поскольку у некоторых автопроизводителей (например, у Volkswagen) в сервисных книжках написано, что трещины определенной ширины, расположенные в определенном месте, допустимы. В воде деталь медленно вращается, поэтому мастер получает возможность осмотреть изделие со всех сторон. Именно пузырьки воздуха, которые выходят под давлением из прогретого изделия, и есть верный признак того, что корпусная деталь глубоко «больна».
Дмитрий Даньшов:
- Безусловно, какую бы опрессовку вы ни выбрали, на ней должен работать добросовестный, внимательный мастер. Ведь воздух может выходить не струйкой, а отделяться от поверхности 1 раз в 4 минуты. Внимательность мастера при опрессовке является настолько же важной, как и правильная герметизация. В блоке отверстий может насчитываться до трех десятков, и установка заглушек превращается в длительный и трудоемкий процесс. Качественная установка опрессовки позволяет сделать эту операцию надежно и быстро — за счет так называемого «приданого»: прижимочек, заглушечек и резиночек, которые у ответственных производителей входят в базовую комплектацию.
Валерий Колобов:
- По инструкциям, оптимальным является давление в 4 атм., хотя в рубашке охлаждения давление до 1,5 атм. Я, как правило, даю от 4 до 5 атм., при необходимости — 6 атм. Можно давать и больше, но смысла в этом нет - все должно быть в разумных пределах. Если головка негерметична, то, по собственному опыту, могу заметить, что она уже и при 1 атм. — или чуть больше 1 атм. - покажет свою негерметичность. Особо сложные случаи выявляются в диапазоне 4-5 атм. Обычно ни одна трещина не держит такого давления. И о температуре. Я. как правило, нагреваю воду до 70 X (в установке работают тэны, поддерживающие стабильную температуру), поскольку это считается достаточным для моделирования теплового состояния детали. Можно сделать и больше: 80-90 "С, но это необходимо только для определения наличия микропор или микротрещин в испытываемой детали. Семьдесят градусов - оптимальное значение для моделирования теплового состояния детали. Во-первых, удобнее работать. Во-вторых, и при 70 "С все имеющиеся макротрещины раскроются. Если же опускать головку в холодную воду и давать давление, то даже при наличии больших трещин мы их не всегда сможем увидеть. Придется давать очень большое давление, что существенно усложняет процесс. Поэтому, повторюсь, лучше всего опускать головку в нагретую воду и давать относительно невысокое давление.
У кого что?
До недавнего времени самой рекламируемой в России была установка опрессовки фирмы Serdi (Франция). Ее единственным, но существенным недостатком является цена. Кроме Serdi на отечественном рынке представлены опрессовки и других производителей, например итальянских компаний Renato Piccinotti & С. s.r.l., Rossi & Kramer, AZ Spa It, и наши, российские. Принцип их работы, в общем-то, идентичен.
Как мы уже сказали, на мобильном столике закрепляется деталь, герметизируется, опускается в горячую воду и диагностируется. Небольшие различия между отдельными моделями носят сугубо локальный характер. Например, стенд Piccinotti PMD PTR комплектуется отдельными заглушками на отдельных кронштейнах, которые могут подтягиваться (в смысле - затягиваться) независимо от соседних. Такая схема препарирования очень удобна для деталей, имеющих повышенную деформацию плоскости.Заглушки можно спокойно доставлять, переставлять как угодно, поскольку это предусмотрено устройством зажима. Кроме того, данный стенд, по сравнению с подобными стендами других производителей, имеет увеличенный размер ванны и повышенную грузоподъемность лифтового устройства. Поэтому установка подходит для работы с элементами двигателя как легковых, так и грузовых автомобилей.
Существуют небольшие различия и в управлении, и в подаче давления. Но это не влияет на функциональность устройства. Тем более что подавляющее большинство опрессовок, представленных сегодня на рынке, позиционируются как универсальные устройства, подходящие для диагностики не только головок блоков, но и самих блоков. При условии, конечно, что эти детали - составные части двигателя легкового автомобиля, в крайнем случае мини-вэна или джипа. Если же вы специализируетесь на грузовом транспорте, то подбирать нужно специализированные стенды, отличающиеся размером ванны, в которую опускается столик с изделием (например, упомянутый выше Piccinotti PMD PTR). Но не только детали двигателя можно подвергать опрессовке.
Иногда уместно проверить герметичность и других элементов: опрессовать радиаторы, теплообменники. Бывает, что просят опрессовать даже трубки кондиционеров, но это все же ближе к экзотике. А вот с масляными магистралями не все так легко. Теоретически это просто, но на практике опрессовка масляных магистралей - довольно сложный процесс, поскольку их очень много и они часто находятся в недоступных местах. К тому же не везде их можно заглушить. Как заявляют разработчики опрессовочного стенда из компании Механика, на их установке подобное возможно - при должных усердии и подготовке.
Опрессовочная установка - по сути, довольно простое оборудование. При достаточном желании научиться работать на ней можно всего за несколько часов, а переквалифицироваться с одного стенда на другой - минут за 30-40. В любом случае, за день грамотный слесарь поймет, как оборудование работает, а остальное - процесс самосовершенствования, теории здесь немного. Так что судите сами, что вы приобретаете.
Валерий Колобов:
- Главное, чтобы опрессовка была безопасной и удобной. Поскольку, в общем-то, они все одинаковы. На всякий случай уточните, есть ли возможность проворачивать «голову» на 360°. Это не так уж и немаловажно. Когда неизвестно, где располагается трещина, нет конкретных подозрений, естественно, приходится осматривать «голову» со всех сторон. Да, собственно, если и говорят, откуда травит, все равно ее надо обследовать по кругу. На практике иногда травит и со стороны распредвала, и из рубашки, трещина может находиться и внутри канала: пузырьки идут, а откуда - непонятно, поэтому головку надо всегда повернуть в то положение, где оператору виднее. Без вращения станок неудобен, работать на нем затруднительно. Кроме этого, немаловажной функцией стенда является способность постоянно поддерживать заданную температуру.
Дмитрий Даньшов:
- Компания Механика специализируется на ремонте двигателей, и в своем производстве мы активно используем опрессовку которую, кстати сказать, сами и сконструировали. В силу специфики нашей работы мы постоянно нуждаемся в новых, более современных станках для обработки деталей моторов, поэтому по мере необходимости закупали различные станки - как отечественные, так и импортные. Какие-то станки не устраивали нас по характеристикам, какие- то - по цене. К тому же, например, компания Serdi многие виды оборудования сама не производит, а перепродает под своим брендом. Переплачивать довольно большие деньги за шильдик представлялось нам неразумным. Поэтому, когда назрела необходимость, мы запустили в производство опрессовочный стенд Механика КО-12.
Наш стенд имеет термоизолированный бак, два нагревательных элемента, электромеханический привод подъемного механизма, дистанционный привод поворота стола на 360°, встроенную направленную подсветку рабочей зоны. Контроль температуры воды осуществляется автоматически, сжатый воздух подается через ось вращения поворотного стола. Понимая, насколько важна техника безопасности, мы оборудовали нашу установку каркасом, чтобы в случае обрыва детали с тельфера установка не погнулась (чем, кстати, не могут похвастаться зарубежные производители), установили предохранитель обрыва рабочей гайки и предусмотрели автоматическую блокировку привода при возникновении препятствия. Вдобавок к этому, чтобы как-то облегчить труд мастера, который будет герметизировать отверстия, в базовую комплектацию нашей опрессовки мы включили достаточное количество дополнительных приспособлений, позволяющих выполнять эту трудоемкую операцию быстро и качественно. Сегодня я могу сказать, что без опрессовки целый ряд сервисных операций просто невозможно выполнять.
Как уже говорилось, стенды известных производителей комплектуются полным набором необходимых для работы аксессуаров и элементов. Единственное, что вам потребуется дополнительно, - это заглушки со штуцером для входного отверстия рубашки охлаждения для различных моделей двигателей, в которое будет под давлением подаваться воздух (обычно изготавливаются самостоятельно мастером). Как правило, производители оборудования не поставляют подобные заглушки в силу чрезвычайного многообразия модификаций двигателей.
Валерий Колобов:
- Стандартные заглушки для отверстий рубашки охлаждения со стороны привалочной плоскости идут в комплекте, а вот заглушек для входного отверстия в комплекте, как правило, не бывает. Поэтому я советую мастерам составлять некий «банк» таких заглушек, многие из которых могут подходить к различным двигателям. За время работы у меня накопился весьма приличный «счет» в этом «банке » (я сортирую заглушки по маркам машин), хотя иногда мне все-таки приходится самостоятельно изготавливать наиболее мудреные заглушки и добавлять их «на свой счет».
Объекты диагностики
Опрессовочный стенд можно установить в своем сервисе, можно обращаться на специализированные предприятия - это на усмотрение руководителя. И неважно, на чем специализируется ваш сервис - на ремонте новых дорогих иностранных автомобилей или отечественных «вазиков». Отечественные двигатели только на первый взгляд выглядят более крепкими. Безусловно, их устройство значительно проще, чем у современных иностранных моторов. Вероятно, именно этим объясняется тот факт, что довольно часто в двигатели отечественных автомобилей заливают тосол не очень высокого качества, из тех, что подешевле. Такой тосол вполне может оказаться химически агрессивным и спровоцировать коррозию - «проесть » основной металл или заглушку.
Заглушки системы охлаждения, сделанные в виде стальных штампованных пробок, и резьбовые заглушки являются слабым местом в моторе «Жигулей» и имеют обыкновение давать течь. Визуально этого не определишь, но под давлением из-под заглушки будет сочиться. Отдельно стоит сказать ионе очень высоком качестве литья основных деталей отечественных двигателей. Это особенно характерно для ВАЗОВСКИХ моторов; бывает, встречается и на 406-х, хотя гораздо реже.
По статистике, около 10 % ВАЗовских ГБЦ, поставляемых как запчасти, имеют негерметичности рубашки охлаждения. У недорогих производителей иномарочных ГБЦ этот показатель колеблется в пределах от 3 до 5 %. У поставщиков оригинальных запчастей и «идентичных оригинальным» такие проколы - единичные случаи. Дефекты новых головок чаще всего успешно лечатся аргонно-дуговой сваркой. Однако не существует технологии, способной возместить время и силы, потраченные на установку такой новой ГБЦ «с сюрпризом».
Дмитрий Даньшов:
- За всю историю существования нашей компании к нам только однажды обратилась торговая организация с просьбой опрессовать запчасти для двигателей. Для них это был госзаказ — дело ответственное, поэтому, чтобы избежать брака в поставляемой продукции, а вместе с тем и ненужных проблем, фирма предпочла пойти на дополнительные расходы. Торговым организациям заниматься тотальной проверкой качества всего продаваемого ассортимента нереально. Это не их задача. В крайнем случае, всегда можно поменять покупателю бракованную деталь, а брак попытаться вернуть поставщику или производителю. Для продавца выявленные опрессовкой дефекты - это аргумент для претензий поставщику или повод распродать неудачную партию за полцены и без гарантии. Довольно часто, стремясь сэкономить, при ремонте двигателя используют «бэушные» детали. Например, стоимость новой головки блока для подержанного импортного автомобиля может превышать 1000 у. е. и порой сравнима с остаточной стоимостью автомобиля. Поэтому, с одной стороны, приобретение «подержанных » деталей является вполне разумным решением, а с другой стороны, головка блока или блок, приобретенные на «разборке», - это кот в мешке. У каждой «бэушной» детали есть своя предыстория, и дай бог, чтобы она была тихой и спокойной. «Бэушная» ГБЦ может иметь скрытые дефекты и трещины, поэтому наш вам совет:купив детальна «разборке», проверьте ее на герметичность.
Валерий Колобов:
- Опрессовка - это такая же регламентированная технологическая операция, как и многие другие: обработка седел, замена направляющих и т. д. Она обязательна при проведении ремонтных работ. От нее нельзя отказываться или осуществлять ее в кустарных условиях. Да, опрессовка не дает ответа, почему появилась трещина, — она лишь показывает, где присутствует изъян. Но большего от нее и не требуется. Уже само по себе знание того, что изделие дефектно, может предотвратить кучу неприятностей.
Дмитрий Даньшов:
- Не обойтись без опрессовки и при выполнении сложных гильзовок, при гильзовке чугунной гильзой «алюминиевого » блока, при устранении трещин гильзовкой. В этих случаях ремонт без опрессовки лишен всякого смысла. Можно, конечно, опрессовать очень простым способом: собрать мотор и посмотреть, поедет или не поедет, но, на наш взгляд, это очень дорогой способ и огромная потеря времени. Проверка на герметичность необходима и в таком деле, как тюнинг. Форсирование двигателя - вещь очень непростая. Чем большую максимальную мощность желает получить клиент, тем больше изменений придется внести в конструкцию мотора. При обработке каналов головки блока мастер может воткнуться в рубашку охлаждения или в масляный канал, и без опрессовки этот процесс превращается в «угадайку» - попали или не попали? Для глубокого тюнинга требуются седла клапанов увеличенного диаметра, что подразумевает значительное вмешательство в конструкцию головки блока, удаление старого седла, обработку посадочного места и запрессовку нового. Причем запрессовка порой делается на грани возможностей материала, и даже за гранью. Именно поэтому без опрессовки тут не обойтись. Можно загубить головку, а затем - и двигатель.
Сергей Капустин:
- Не поленитесь проводить опрессовку не только до начала ремонта, но и после. Это очень важно. У нас было немало случаев, когда в уже отремонтированном двигателе обнаруживались новые свищи и фистулы. Вроде опрессовали «голову» - трещины здесь и здесь. Заделали их. Снова опрессовываем - эти места уже не травят, зато травят соседние, которые до этого видно не было. И это не удивительно - воздух выходит там, где больше сечение. То есть от здоровенных дыр идем ко все более мелким. Здесь главное - все правильно объяснить клиенту, чтобы он не подумал, что из него деньги высасывают. Вы ему сказали, что трещин только две, цену определили, а потом выясняется, что их с десяток. Понятно, это мало кому понравится. Поэтому сразу настраивайте клиента на худший вариант. Хотя, впрочем, это уже не имеет прямого отношения к опрессовкам. Как показало наше общение со специалистами, на многих моделях автомобилей возникновение трещин в головках блоков типично для определенного места. Только не подумайте, что мы пытаемся упрекнуть авторитетных автопроизводителей в производстве недоброкачественных двигателей. Совсем нет: они молодцы, выпускают выдающиеся моторы, но... как говорится, «какой русский не любит быстрой езды», при этом совершенно не обращая внимания на аварийную сигнализацию. Жмет этакий «Шумахер» на гашетку, и ему абсолютно все равно, что панель приборов светится, как новогодняя елка, - машина-то покамест едет. Движок уже детонирует, начинает подклинивать, но он прет как ни в чем не бывало. Вот от такой езды, постоянных перегревов, более чем стремительной смены циклов нагрева-охлаждения и возникают проблемы. Проблемы, как мы уже сказали, во вполне предсказуемых местах. Так, например, BMW M20, реже МЗО, трещат под распредвалом. В этих моторах рубашка охлаждения близко подходит со стороны клапанной крышки, поэтому она и лопается. Но это исключительно по перегреву. Просто так она там не затрещит. BMW M50 трескается уже со стороны камеры сгорания, между седлами, от седла к отверстию под болт. Toyota 2L дизели - между седлами, по перегреву. Вообще же, возникновение трещин между седлами - самый типичный случай для всех марок и моделей автомобилей. Как говорится, где тонко, там и рвется.
И в заключение — некоторые экономические выкладки Дмитрия Даньшова:
- Приобретая стенд для проверки герметичности рубашек охлаждения головок и блоков цилиндров (впрочем, как и любое другое оборудование), нужно быть скептиком. Оборудование должно быть функциональным, надежным и рентабельным. Мы затевали опрессовку для себя, скорее, как вещь вынужденную, без особой надежды на рентабельность, но оказалось, что это довольно прибыльная операция: установка окупилась за 4- 5 месяцев. Возможно, при расчетах компанию Механика не стоит брать за образец, все же ремонт двигателей - наша специализация. Но давайте посчитаем. Сервис в месяц ремонтирует в среднем около 10 моторов, и из этих десяти каждые 4 мотора реально нуждаются в опрессовке, которая покажет, есть ли в двигателе трещины. Если вы занимаетесь ремонтом дорогих иномарок, вам достаточно хотя бы 2-3 раза столкнуться с подобной проблемой, чтобы опрессовка стала рентабельной. Проведя проверку на герметичность, вы избавляете себя от риска сделать ненужную работу. Клиент, которому своевременно сообщили о возникших проблемах, не скандалит, поскольку сообщили сразу, а не тогда, когда он уже приехал за машиной. Безусловно, эти вещи по кассе не пробьешь, но судите сами: вы реально выигрываете. К тому же стоимость опрессовки вы все равно включаете в счет клиенту. И клиент будет это оплачивать, иначе многие работы не могут быть выполнены качественно.
Благодарим за помощь в подготовке материала фирму «Механика», компанию «Мотортехнология»
Михаил Калинин, журнал «Новости авторемонта», №51,2006 год