


Принципиальным отличием модели VGX-21 от VG-91 является изменение схемы зажима сферы шпинделя. Шпиндель VG-91 имеет сферу в центральной части, которая зажимается в корпусе приспособления механическим способом (рычагом), обеспечивая фиксацию шпинделя в любом его угловом положении относительно корпуса. В конструкции модели VGX-21 заложена технология «гидрозажима» сферы, применение новых более прочных материалов и использование сменных инструментальных головок. Более подробное техническое описание приспособления Mira VGX-21 мы планируем в следующих публикациях, а пока… … проиллюстрируем Mira VGX-21 в работе, осуществляя ремонт головки блока цилиндров Cummins. Головка блока цилиндров Cummins поступила в ремонт после значительного, порядка 600 тыс. км, пробега автомобиля. Владелец транспортного средства заметил уменьшение мощности двигателя, повышенный расход масла, увеличение шумности и вибрации. После разборки двигателя обнаружилось, что детали цилиндро-поршневой группы и кривошипно-шатунного механизма в полном порядке, что нельзя сказать о головке блока цилиндров (ГБЦ).

Головка блока цилиндров Cummins

Большое количество смолистых отложений во внутренних полостях впускного и выпускного каналов свидетельствовали о нарушении герметичности сопряжений «седло–клапан» в результате износа. Попадание в каналы твердых частиц привело к уменьшению проходного сечения каналов, и как результат – нарушение процесса газообмена и ухудшение эксплуатационных и экономических характеристик двигателя. В нашем случае ремонт головки блока сводится к восстановлению геометрии и качества поверхностей фасок седла и клапана.
Ремонт деталей двигателя начинается с подготовки ГБЦ к обработке седла. Внутренняя поверхность втулки традиционно является базовой поверхностью, по которой осуществляется центрирование пилота. От правильности геометрии и чистоты втулки зависит соосность поверхностей фаски седла и клапана после обработки. Поэтому втулки предварительно перепрессовываются. Непосредственно перед установкой инструмента очищаем внутреннюю поверхность втулки.

Очистка внутренней поверхности направляющей втулки
Далее по диаметру отверстия в направляющей втулке клапана подбирается пилот с зазором не более 0,02 мм. Дело в том, что пилот на Mira VGX-21 «живой», то есть при обработке, он вращается во втулке. Поэтому пилот должен свободно входить во втулку и вращаться в ней. Вместе с тем для обеспечения соосности внутренней поверхности втулки и седла зазор должен быть минимальным. Для Mira VGX-21 производятся цилиндрические пилоты диаметром от 4 до 15 мм с шагом 0,01 мм. Таким образом, диапазон обработки приспособления очень широк, начиная от седел мультиклапанных ГБЦ до седел ГБЦ многотоннажных транспортных средств. Для ремонта головки Cummins мы используем пилот 8,00 мм, входящий в стандартную комплектацию машины.

Подбор пилота по диаметру отверстия в направляющей втулке клапана
Пилот устанавливается в инструментальную головку и фиксируется винтом. Стандартная инструментальная головка DT-1 используется для достаточно широкого диапазона обработки (для пилотов диаметром от 6 до 13 мм), поэтому, несмотря на предложение производителя 4-х сменных инструментальных головок, большинство автомехаников ограничиваются наличием DT-1, считая ее необходимой и достаточной для работы.

Установка пилота в инструментальную головку
Далее устанавливаем профильный резец Mira (в нашем случае резец 120B – угол рабочей фаски 45о, ширина 2,0 мм).

Резцы Mira VGX-21
Для Mira VGX-21 производится большое разнообразие резцов, как профильных, так и прямых резцов для вырезания.
Резец фиксируется винтом. Все быстро и просто. Операция сборки инструмента заняла 1 минуту.

Профильный резец
Особенность резцов Mira в том, что один резец в сочетании с инструментальной головкой обеспечивает достаточно широкий диапазон обработки, что положительно характеризует инструмент с позиции универсальности. Для резца 120B с инструментальной головкой DT-1 диапазон обработки составляет 31 – 45 мм.

Настроить резец на нужный вылет помогает входящее в стандартную комплектацию Mira VGX-21 устройство для настройки вылета резца. Установив щуп устройства на фаску клапана, определяем относительное положение резца, переносим это значение на положение режущей кромки резца относительно пилота. Вылет резца настроен. Устройство полностью позволяет исключить операции измерения при настройке вылета резца, поэтому исключает ошибки, связанные с человеческим фактором на данном этапе. Настройка вылета резца - 1 минута рабочего времени оператора.

Настройка вылета резца
Произведем базировку машины Mira VGX-21 для ремонта деталей двигателя. Для этого установим плоскость магнита машины на поверхность головки блока. Магнит сообщает приспособлению Mira одно из главных преимуществ перед машинами с механическим прижимом – скорость перестановки с седла на седло, а также, что немаловажно, стабильное и одинаковое усилие прижима. К тому же магнит – это универсальное средство фиксации. У Вас не будет необходимости иметь различные системы фиксации деталей при разнообразном обрабатываемом типоразмере, как это требуется часто для станочного оборудования. Особо актуальна используемая в Mira VGX-21 система базирования при обработке головок блока грузовиков и спецтехники. Базовой поверхностью всегда будет плоскость ГБЦ, а размер ГБЦ – без ограничений.

Установка Mira VGX-21 на поверхность ГБЦ Cummins
Производим центрирование шпинделя. Главным центрирующим элементом машины является сфера, фиксирующаяся гидрозажимом. Гидравлический зажим имеет такие преимущества перед механическим, как стабильность фиксации сферы (исключается человеческий фактор), наибольшее и наиболее равномерно-распределенное усилие фиксации сферы, автоматическое «поджатие» сферических подшипников по мере их износа, высокую скорость центрирования и зажима, простоту в использовании. Несколько движений и машина готова к операции обработки.

Центрирование шпинделя машины Mira VGX-21
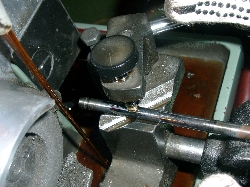
Производим обработку, в нашем случае вручную, однако для тех, кто хочет исключить влияние «человеческого фактора» компания Minelli Corporation предлагает дополнительную опцию - электромеханический привод шпинделя VD-97. Это устройство включает гибкий силовой вал, который соединяет электромотор со шпинделем и электронный блок управления. Изменение режимов резания (частоты вращения шпинделя в диапазоне 50 – 200 об/мин) обеспечивается частотным преобразователем. Наши клиенты, использующие этот привод, на порядок снизили трудозатраты и повысили стабильность точности при обработке и вырезании седел.

Обработка седла ГБЦ Cummins машиной Mira VGX-21
Вне зависимости от привода профильный резец за один проход обрабатывает одновременно три фаски - три фаски сразу, без переналадки и перенастройки инструмента.

Очистка детали и ее внутренних полостей от стружки с помощью потока сжатого воздуха.

Очистка детали от стружки после обработки
Обработанная фаска седла. Качество полученной поверхности сравнимо со станочным. Отсутствие огранки и дробления – это желаемый и достигаемый с помощью приспособления Mira VGX-21 результат обработки по качеству поверхности.

Седло ГБЦ после обработки на MiraVGX-21
Обработку клапана осуществляем на станке SVS Series II Deluxe (Kwik-Way, США). За 6 лет эксплуатации станок несколько потерял во внешнем виде, что нельзя сказать о его технологических характеристиках. Подробнее о нашем опыте эксплуатации станка SVS Series II Deluxe.
Обработка фаски клапана на станке SVS Series II Deluxe (Kwik-Way, США)
Ремонт требуется не только для фаски клапана, но и для торца клапана. Не менее 40% поступающих в ремонт клапанов нуждаются в обработке торцев. Современный станок SVS Series II Deluxe для ремонта клапанов позволяет произвести данную операцию.

Обработка торца клапана на станке SVS Series II Deluxe
Поверхности после обработки. Блестящие фаски – удовлетворение от работы, но полагаться на визуальное впечатление при оценке качества обработки не следует. Мы помним, что цель обработки не красота, а герметичность сопряжения, поэтому только вакуумный способ проверки является надежным и достоверным.

Седло и клапан ГБЦ Cummins после обработки
Вакуум-тестер Mira MUV–95 (также производства компании Minelli Corporation ) с воздушным вакуум-генератором демонстрирует отличное качество обработки поверхностей.

Проверка герметичности обработанного сопряжения
Ремонт поверхностей сопряжения «седло-клапан» нами произведен стандартной комплектацией машины Mira VGX-21.
Стандартная комплектация включает в себя суппорт для крепления ГБЦ, инструментальную головку DT-1, набор из 13 пилотов, 6 профильных резцов и др. Диапазон обработки Mira VGX-21 в стандартной комплектации составляет от 21 до 45 мм по диаметру седла и от 6 до 15 мм по диаметру втулки. Расширить диапазон обработки просто – дополнительно приобретая резцы и/или инструментальные головки.

Mira VGX-21 в стандартной комплектации
Однако, если вы планируете делать только ГБЦ (из чугуна) для дизелей грузовиков, автобусов и тракторов, то можно сэкономить и использовать только Mira VGX-21 с набором необходимых для вас инструментов, например, инструментальную головку DT-2, требуемое количество резцов и пилотов.
В эксплуатации нередко происходит «обрыв» клапана, который в итоге создает массу проблем для хозяина транспортного средства. Причины «обрыва» клапана сейчас обсуждать мы не будем, поскольку это отдельная тема. После разрушения клапана поверхность камеры сгорания и седла имеют различные дефекты, тут как повезет. И нередко возникает необходимость достаточно дорогостоящей операции - замены седла.
Проиллюстрируем вырезание седла с помощью Mira VGX-21 при ремонте ГБЦ дизеля Caterpillar 3116.
В нашем случае после «обрыва» клапана одно седло имело вмятины и требовало его замены. На первом этапе вырезается седло. Для этой операции Mira VGX-21 имеет специальные «прямые» резцы, позволяющие произвести вырезание седла легко и быстро. Мы рекомендуем иметь такие резцы в комплекте приспособления VGX-21.

Вырезание седла с помощью Mira VGX-21
Этим же резцом обрабатывается посадочное место под установку нового седла «как чисто». Исходя из диаметра полученного посадочного места изготавливается новое седло. Наша практика показала, что измерения диаметра посадочного места под новое седло удобнее всего выполнять с помощью телескопических нутромеров компании Mitutoyo. Точность измерения нутромера составляет 0,01 мм.

Обработка посадочного места под седло
Новое седло охлаждается в жидком азоте, устанавливается в ГБЦ и обрабатывается по обычной схеме Mira VGX -21 с учетом обеспечения требуемой величины «залегания» тарелки клапана относительно плоскости разъёма ГБЦ и блока цилиндров. Этот параметр регламентирован не только в технологической ремонтной документации к двигателям, но и в экологических стандартах Евро. В приспособлении Mira VGX -21 имеется нониус, позволяющий контролировать величину подачи инструмента. Простое, но очень функциональное приспособление Mira VGX -21 имеет все, что позволяет достичь качества мировых стандартов.

Новое седло установлено (правое нижнее), посадочное место под установку нового седла готово (правое верхнее)
Ремонт грузовой техники и коммерческого транспорта – это достаточно прибыльный сегмент сферы ремонта и, зачастую, многие ассоциируют его с большими начальными капиталовложениями в оборудование для реализации ремонтного производства. Mira VGX-21 разрушает этот стереотип. Небольшие начальные капиталовложения на приобретение машины Mira позволяют войти в бизнес ремонта ДВС коммерческого транспорта. Если станочное оборудование для ремонта седел в России стоит порядка 1,5 – 3 млн. рублей, то стандартная комплектация Mira VGX-21 потребует капитальных вложений около 225 тыс. руб, то есть в 10 -15 раз меньше.
Сроки окупаемости приспособления Mira VGX-21 рассчитать несложно: при средней стоимости работы по восстановлению седел одной ГБЦ около 800 - 1200 руб. и средней загрузке, Mira VGX-21 окупится за 3 месяца. Следует отметить, что мы комплектуем наборы оборудования Mira конкретно по техническим требованиям наших Заказчиков, а не готовыми стандартными наборами, как это поставлялось до нас. В результате наши клиенты решают все стоящие перед ними задачи более оптимально с экономической точки зрения, что для авторемонтников было актуальным всегда.
Естественно, что идея, реализованная в Mira VGX-21 , как любая хорошая идея, подхвачена другими производителями (компании AZ machine tools, Rossi & Kramer (Италия), Hunger (Германия), Serdi (Франция), Механика (Россия) и др.). Но, несмотря на внешнюю простоту устройства VGX-21, для обеспечения стабильного высокого качества обработки седел подобными приспособлениями необходимо при их производстве обеспечить прецизионную точность изготовления всех деталей, что в жизни не всем удается.
Приспособление Mira VGX-21 воплощено в реальность со «швейцарским качеством», имея при этом конкурентоспособную стоимость, чем объясняется его большое распространение как по всей России, так и в мире. Mira VGX-21 является лучшим оборудованием в классе ручных приспособлений, отзывы автомехаников о работе Mira VGX-21 только в превосходной степени.
Но прогресс остановить нельзя и необходимо двигаться вперед, поэтому компания Мотортехнология рекомендует обратить внимание на Современные технологии ремонта сёдел, станок Newen Contour BB.