


Одной из причин снижения ресурса работы двигателя является вибрации возникающие в результате дисбаланса его вращающихся деталей, а именно коленвала, маховика, корзины сцепления и т.д. Ни для кого не секрет чем грозят эти вибрации. Это и повышенный износ деталей, и крайне некомфортная эксплуатация мотора, и худшая динамика, и повышенный расход топлива, и проч., и проч. Все эти страсти уже не раз обсуждались и в печати и на просторах сети – не будем повторяться. Поговорим лучше об оборудовании для балансировки, но сначала давайте коротко разберем, что же такое этот дисбаланс, и каких видов он бывает, а потом рассмотрим как с ним бороться.
Для начала, давайте определимся, зачем вообще вводить понятие дисбаланса, ведь причиной вибраций являются силы инерции, возникающие при вращении и неравномерном поступательном движении деталей. Может быть лучше оперировать величинами этих сил? Перевел их в килограммы «для ясности» и вроде бы понятно куда, что и с каким усилием давит, сколько кило приходится на какую опору… Но дело-то в том, что величина силы инерции зависит от частоты вращения, точнее от квадрата частоты или ускорения при поступательном движении, а это в отличие от массы и радиуса вращения, величины переменные. Таким образом использовать силу инерции при балансировке просто неудобно, придется каждый раз пересчитывать эти самые килограммы в зависимости от квадрата частоты. Судите сами, для вращательного движения сила инерции:
где:
m – неуравновешенная масса;
r – радиус ее вращения;
w – угловая скорость вращения в рад/с;
n – частота вращения в об/мин.
Не высшая математика, конечно, но пересчитывать лишний раз не хочется. Вот поэтому и ввели понятие дисбаланса, как произведения неуравновешенной массы на расстояние до нее от оси вращения:
![]()
где:
D – дисбаланс в г мм;
m – неуравновешенная масса в граммах;
r – расстояние от оси вращения до этой массы в мм.
Измеряют эту величину в единицах массы умноженных на единицу длины, а именно в г мм (часто в г см). Я специально акцентирую внимание на единицах измерения, поскольку на просторах мировой сети, да и в печати, в многочисленных статьях посвященных балансировке, чего только не встретишь… Тут и граммы деленные на сантиметры, и определение дисбаланса в граммах (не умноженных ни на что, просто граммы и всё, что хочешь, то и думай), и аналогии с единицами измерения крутящего момента (похоже вроде – кг м, а тут г мм…, но физический смысл-то совершенно другой…). В общем, будем внимательны!
Итак, первый вид дисбаланса – статический или, еще говорят, статическая неуравновешенность. Такой дисбаланс возникнет, если на вал точно напротив его центра масс поместить какой-нибудь груз, и это будет равноценно параллельному смещению главной центральной оси инерции 1 относительно оси вращения вала. Нетрудно догадаться, что такая неуравновешенность характерна дискообразным роторам2, маховикам например, или шлифовальным кругам. Устранить этот дисбаланс можно на специальных приспособлениях – ножах или призмах. Тяжелая сторона3 под действием силы тяжести будет поворачивать ротор. Заметив это место, можно простым подбором на противоположную сторону установить такой груз, который приведет систему к равновесию. Однако процесс этот довольно длительный и кропотливый, поэтому устранять статический дисбаланс все-таки лучше на балансировочных станках – и быстрее и точнее, но об этом ниже.
Второй тип дисбаланса – моментный. Такую неуравновешенность можно вызвать, прилепив на края ротора пару одинаковых грузов под углом 180° друг к другу. Таким образом, центр масс хоть и останется на оси вращения, но главная центральная ось инерции отклонится на некоторый угол. Чем примечателен такой вид дисбаланса? Ведь на первый взгляд, в «природе» его можно встретить разве что по «счастливой» случайности… Коварство такой неуравновешенности заключается в том, что она проявляется только при вращении вала. Положите ротор с моментным дисбалансом на ножи, и он будет находиться в полном покое, сколько бы раз его не перекладывали. Однако стоит раскрутить его, так тут же появится сильнейшая вибрация. Устранить подобную неуравновешенность можно только на балансировочном станке.
И наконец, самый общий случай – динамическая неуравновешенность. Такой дисбаланс характеризуется смещением главной центральной оси инерции как по углу так и по месту относительно оси вращения ротора. То есть, центр масс смещается относительно оси вращения вала, а вместе с ним и главная центральная ось инерции. При этом она еще и отклоняется на некоторый угол так, что не пересекает ось вращения4. Именно такой вид дисбаланса встречается чаще всего, и именно его так привычно устраняют нам в шиномонтажах при смене резины. Но если в шиномонтаж мы все как один едем по весне и осени, то почему же оставляем без внимания детали двигателя?
Простой вопрос: после шлифовки коленвала в ремонтный размер или, того хуже, после его рихтовки, можно быть уверенным в том, что главная центральная ось инерции в точности совпадает с геометрической осью вращения коленвала? А второй раз разбирать-собирать мотор время и желание есть?
Итак, в том, что балансировать валы, маховики и проч. нужно, сомнений нет. Следующий вопрос – как балансировать?
Как уже упоминалось при статической балансировке можно обойтись ножами-призмами, если есть достаточное количество времени, терпения, и поля допусков на остаточный дисбаланс велики. Если Вы цените рабочее время, заботитесь о репутации своей компании или просто беспокоитесь о ресурсе деталей своего мотора, то единственный вариант балансировки – это специализированный станок.
И такой станок есть – машина для динамической балансировки модели «Liberator» производства фирмы «Hines» (США), прошу любить и жаловать!
Этот доресонансный станок предназначен для определения и устранения дисбаланса коленчатых валов, маховиков, корзин сцепления и проч.
Весь процесс устранения дисбаланса можно условно поделить на три части: подготовка станка к работе, измерение дисбаланса и устранение дисбаланса.

На первом этапе необходимо установить вал на неподвижные опоры станка, присоединить к торцу вала датчик, который будет отслеживать положение и частоту вращения вала, накинуть приводной ремень, с помощью которого вал будет раскручиваться в процессе балансировки и ввести в компьютер размеры вала, координаты положения и радиусы поверхностей коррекции, выбрать единицы измерения дисбаланса и проч. Кстати, в следующий раз, заново, все это вводить не придется, поскольку есть возможность сохранить в памяти компьютера все введенные данные, ровно, как и есть возможность их в любой момент стереть, изменить, перезаписать, или изменить на время без сохранения. Короче говоря, поскольку компьютер станка работает под операционной системой Windows XP, то и все приемы работы с ним будут вполне привычными для обычного пользователя. Впрочем, и для неискушенного в компьютерных делах механика не будет чем-то уж очень сложным освоить несколько экранных меню программы балансировки, тем более, что сама программа очень наглядна и интуитивно понятна.

Сам процесс измерения дисбаланса происходит без участия оператора. Ему остается только нажать нужную кнопку и дождаться, когда вал начнет вращаться, а потом сам остановится. После этого на экране будет выведено все необходимое для устранения дисбаланса, а именно: величины и углы дисбалансов для обеих плоскостей коррекции, а также глубины и количество сверлений, которые необходимо сделать, чтобы этот дисбаланс устранить. Глубины отверстий выводятся, разумеется, исходя из введенного ранее диаметра сверла и материала вала. Кстати, эти данные выводятся для двух плоскостей коррекции, если была выбрана динамическая балансировка. При статической балансировке, естественно, будет выведено всё то же самое, только для одной плоскости.

Теперь остается только просверлить предложенные отверстия, не снимая вал с опор. Для этого позади расположен сверлильный станок, который может перемещаться на воздушной подушке вдоль всей станины. Глубину сверлений в зависимости от комплектации можно контролировать либо по цифровому индикатору перемещения шпинделя, либо по графическому отображению выводимому на монитор компьютера. Этот же станок можно использовать при сверлении или фрезеровании, например, шатунов при развесовке. Для этого нужно просто развернуть суппорт на 180°, чтобы он оказался над специальным столом. Стол этот может перемещаться в двух направлениях (стол поставляется как дополнительное оборудование).

Здесь остается только добавить, что при расчете глубины сверления компьютер учитывает даже конус заточки сверла.
После устранения дисбаланса нужно снова повторить измерения, чтобы удостовериться, что остаточный дисбаланс в пределах допустимых значений.
Кстати, об остаточном дисбалансе или, как иногда говорят, допуске на балансировку. Практически каждый производитель моторов в инструкциях по ремонту деталей должен давать величины остаточного дисбаланса. Однако если эти данные не удалось найти, то можно воспользоваться общими рекомендациями. И отечественный ГОСТ и общемировой стандарт ISO предлагает, в общем-то, одно и то же.
Сначала нужно определиться к какому классу относится ваш ротор, а потом по таблице приведенной ниже узнать для него класс точности балансировки. Предположим, что мы балансируем коленчатый вал. Из таблицы следует, что «узел коленчатого вала двигателя с шестью и более цилиндрами со специальными требованиями» имеет 5 класс точности по ГОСТ 22061-76. Предположим, что наш вал имеет ну совсем специальные требования – усложним задачу и отнесем его к четвертому классу точности.
Далее, приняв максимальную частоту вращения нашего вала равной 6000 об/мин, по графику определяем, что величина eст. (удельный дисбаланс) находится в пределах заключенных между двумя прямыми, определяющими поле допуска для четвертого класса, и равна от 4 до 10 мкм.
Теперь по формуле:
![]()
где:
D ст.доп. – допустимый остаточный дисбаланс;
e ст. – табличное значение удельного дисбаланса;
m ротора – масса ротора;
стараясь не путаться в единицах измерения и приняв массу вала равной 10 кг, получим, что допустимый остаточный дисбаланс нашего коленчатого вала не должен превышать 40 – 100 г мм. Но это относится ко всему валу, а станок нам показывает дисбаланс в двух плоскостях. Значит, на каждой опоре, при условии, что центр масс вала находится точно посередине между корректирующими плоскостями, допустимый остаточный дисбаланс на каждой опоре не должен превышать 20 – 50 г мм.
Просто для сравнения: допустимый дисбаланс коленвала двигателя Д-240/243/245 при массе вала в 38 кг, по требованиям производителя не должен превышать 30 г см. Помните, я обращал внимание на единицы измерения? Этот дисбаланс указан в г см, а значит он равен 300 г мм, что в разы больше рассчитанного нами. Однако ничего удивительного – вал тяжелее того, что мы взяли для примера, да и вращается с меньшей частотой… Просчитайте в обратную сторону и увидите, что класс точности балансировки тот же, что и в нашем примере.
Здесь же следует отметить, что строго говоря, допустимый дисбаланс рассчитывается по формуле:
![]()
где:
D ст.т. – значение главного вектора технологических дисбалансов изделия, возникающих в результате сборки ротора, из-за монтажа деталей (шкивов, полумуфт, подшипников, вентиляторов и т.д.), которые имеют собственные дисбалансы, вследствие отклонения формы и расположения поверхностей и посадочных мест, радиальных зазоров и т.д.;
D ст.э. – значение главного вектора эксплуатационных дисбалансов изделия, возникающих из-за неравномерности износа, релаксации, выжигания, кавитации деталей ротора и т.п. за заданный технический ресурс или до ремонта, предусматривающего балансировку.
Звучит жутковато, но как показала практика в большинстве случаев, если выбирать значение удельного дисбаланса по нижней границе класса точности (при этом удельный дисбаланс в 2.5 раза меньше удельного дисбаланса, определенного для верхней границы класса), то главный вектор допустимого дисбаланса можно вычислять по формуле приведенной выше, по которой мы собственно и считали. Таким образом, в нашем примере все-таки лучше принять допустимый остаточный дисбаланс равным 20 г мм для каждой плоскости коррекции.
Тем более что предложенный станок, в отличие от древних отечественных аналоговых станков, чудом сохранившихся после всем известных печальных событий в нашей стране, такую точность запросто обеспечит.

Ну, хорошо, а что с маховиком и корзиной сцепления? Обычно, после того как отбалансировали коленвал, к нему присоединяют маховик, переводят станок в режим статической балансировки и устраняют дисбаланс только маховика, считая коленвал идеально сбалансированным. В этом методе есть один большой плюс: если маховик и корзину сцепления после балансировки не отсоединять от вала и не менять эти детали никогда, то сбалансированный таким образом узел будет иметь неуравновешенность меньшую, чем если бы балансировалась каждая деталь по отдельности. Если же хочется все-таки уравновесить маховик отдельно от вала, то для этого в комплектации станка существуют специальные, практически идеально уравновешенные, валы для балансировки маховиков.
У обоих методов, разумеется, есть свои плюсы и минусы. В первом случае, при замене любой из деталей участвующих ранее в балансировке в сборе, неизбежно появится дисбаланс. Но и с другой стороны, если уравновешивать все детали по отдельности, то и допуск на остаточный дисбаланс каждой детали придется серьезно ужесточить, что приведет к большим затратам времени на балансировку.

Несмотря на то, что все описанные выше операции по измерению и устранению дисбаланса на данном станке реализованы очень удобно, позволяют сэкономить массу времени, страхуют от возможных ошибок, связанных с пресловутым «человеческим фактором» и проч., справедливости ради нужно заметить, что худо-бедно, но и многие другие станки смогут сделать то же самое. Тем более что рассмотренный пример ничего особенно сложного не представлял.
А если придется балансировать вал, скажем, от V8? Задача тоже, в общем-то, не самая сложная, но все-таки это не четверку рядную уравновешивать. Такой вал ведь просто так на станок не поставишь, на шатунные шейки нужно специальные балансировочные грузы вешать.А их масса зависит, во-первых, от массы поршневой группы, то есть массы деталей движущихся исключительно поступательно, во-вторых, от развесовки шатунов, то есть от того какая масса шатуна относится к вращающимся деталям, а какая к поступательно движущимся, ну и наконец, в-третьих, от массы деталей только вращающихся. Можно, конечно, последовательно взвесить все детали, записать данные на листок бумаги, посчитать разницу между массами, потом перепутать какая запись относится к какому поршню или шатуну, и проделать все это еще несколько раз.
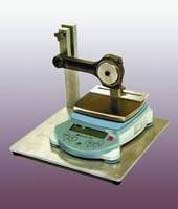
А можно воспользоваться системой автоматизированного взвешивания «Compu-Match» предлагаемой в качестве опции. Суть системы проста: электронные весы связаны с компьютером станка, и при последовательном взвешивании деталей таблица данных заполняется автоматически (кстати, ее можно еще и распечатать). Также автоматически находится самая легкая деталь в группе, например, самый легкий поршень, и для каждой детали автоматически определяется масса, которую требуется удалить, чтобы выровнять веса. Никакой путаницы не возникнет и с определением массы верхней и нижней головок шатунов (кстати, все необходимое для развесовки поставляется в комплекте с весами). Компьютер направляет действия оператора, которому просто остается внимательно выполнять инструкции шаг за шагом. После чего компьютер рассчитает массу балансировочных грузов исходя из массы конкретной поршневой и развесовки шатунов. Остается только добавить, что при расчете масс этих грузов учитывается даже масса моторного масла, которое будет находиться в магистралях вала во время работы двигателя. Кстати, разные комплекты грузов можно заказать отдельно. Грузы, разумеется, наборные, то есть на шпильку навешиваются шайбы разной массы и фиксируются гайками.
И еще несколько слов о взвешивании поршневой и развесовке шатунов. В самом начале этой статьи мы заметили, что «одной из причин возникновения вибраций двигателя является дисбаланс его вращающихся деталей…», «одной из…», но далеко не единственной! Конечно многие из них мы «побороть» никак не сможем. Например, неравномерность крутящего момента. Но кое-что все-таки сделать можно. В качестве примера возьмем обычный рядный четырехцилиндровый двигатель. Из курса динамики ДВС всем известно, что силы инерции первого порядка такого мотора полностью уравновешены. Замечательно! Но в расчетах принимается, что массы всех деталей по цилиндрам абсолютно одинаковы и шатуны развесованы безукоризненно. А на самом деле, во время кап. ремонта, кто-нибудь взвешивает поршни, кольца, пальцы, выравнивает массы нижних и верхних головок шатунов? Едва ли…

Конечно, разница в массах деталей вряд ли вызовет большие вибрации, но если есть возможность, хоть немного приблизиться к расчетной схеме, почему бы это не сделать? Особенно если это так просто…

В качестве опции можно заказать комплект приспособлений и оснастки для балансировки карданных валов... Однако постойте, это ведь уже совсем другая история…

* Ось OX называется главной центральной осью инерции тела, если она проходит через центр масс тела и центробежные моменты инерции J xy и J xz одновременно равны нулю. Непонятно? Ничего сложного на самом деле тут нет. Попросту говоря, главная центральная ось инерции это та ось, вокруг которой вся масса тела распределена равномерно. Что значит равномерно? Это значит, что если мысленно выделить какую-нибудь массу вала и помножить ее на расстояние до оси вращения, то точно напротив найдется, может быть, другая масса на другом расстоянии, но имеющая точно такое же произведение, то есть выделенная нами масса будет уравновешена.
Ну что такое центр масс, думаю, ясно и так.
** Роторами в балансировке называют все, что вращается, независимо от формы и размеров.
*** Тяжелой стороной или тяжелым местом ротора обычно называют то место, где расположена неуравновешенная масса.
**** Если главная центральная ось инерции все-таки пересекает ось вращения ротора, то такую неуравновешенность называют квазистатической. Рассматривать ее в контексте статьи нет смысла.
***** Среди прочих классификаций балансировочных станков есть разделение на дорезонансные и зарезонансные. То есть частоты, на которых балансируется вал, могут быть либо ниже резонансной частоты, либо выше резонансной частоты ротора. У вибраций, возникающих во время вращения неуравновешенной детали, есть одна интересная особенность: амплитуда вибраций возрастает очень медленно по мере увеличения частоты вращения. И только вблизи резонансной частоты ротора наблюдается резкое ее увеличение (чем, собственно, и опасен резонанс). На частотах выше резонансной, амплитуда вновь снижается и практически не меняется в очень широком диапазоне. Поэтому, например, на дорезонансных станках нет особого смысла пытаться увеличить частоту вращения вала при балансировке, поскольку амплитуда колебаний, которую фиксируют датчики, будет возрастать крайне незначительно, несмотря на увеличение центробежной силы, порождающей вибрацию.
****** Некоторые станки имеют качающиеся опоры.
******* Поверхность коррекции – то место вала, в котором предполагается сверлить отверстия для устранения дисбаланса.
******** Обратите внимание, удельный дисбаланс указан в микронах. Это не ошибка, здесь речь идет об удельном дисбалансе, то есть отнесенном к единице массы. К тому же индекс «ст.» говорит о том, что это статический дисбаланс, а он может указываться в единицах длины, как расстояние, на которое смещена главная центральная ось инерции вала относительно оси его вращения, см. выше определение статического дисбаланса.