


Инструмент американской компании Neway применяется при ремонте головок блока цилиндров двигателей легковых и грузовых автомобилей. Необходимым условием качественного ремонта поврежденных или изношенных деталей является соблюдение технических требований (допуски на зазоры в сопряжениях, точность обработки сопрягаемых поверхностей и т.п.) завода-изготовителя и технологии ремонта двигателя внутреннего сгорания.
В соответствии с технологией ремонта ГБЦ необходимо выполнить три условия:
-
Обеспечить совпадение оси рабочей фаски седла клапана ГБЦ с осью отверстия направляющей втулки клапана;
-
Создать геометрически правильную коническую поверхность рабочей фаски на седле и клапане (максимально допустимое радиальное биение фасок указывается в ТУ на ремонт);
-
Обеспечить размер и угол рабочей фаски на седле клапана ГБЦ в соответствии с требованиями завода- изготовителя.
Комплект инструмента Neway обеспечивает выполнение этих требований при ремонте ГБЦ как отечественных, так и импортных двигателей.
Основной комплект инструмента Neway для ремонта седел ГБЦ включает:
- Направляющий пилот "леглоконусный" или с цанговой втулкой. Направляющий пилот самоцентрируется и жестко фиксируется в направляющей втулке клапана;

- Фреза с твердосплавными пластинами;
- Ножи (например, типа TC251) в стандартной комплектации фрез качественно работают при обработке седел клапанов с твердостью до 45 HRC. Ножи (например, типа TC251LC) применяются для обработки седел с твердостью от 45 до 55 HRC;
- Ножи типа LC могут поставляться в комплекте с фрезами или дополнительно (по желанию Заказчика). Фреза вращается на пилоте с зазором 3…5 мкм. Фрезы могут быть одно- и двухсторонними;
- Ключи для вращения фрезы.

Neway производит фрезы двух типоразмеров:
- фрезы с номерами от 200 до 699, комплектующиеся пилотами с цанговой втулкой серии 150 или "легкоконусными" пилотами серии 140, предназначены для обработки седел диаметром от 28 до 72 мм.
- фрезы с номерами от 100 до 150, комплектующиеся пилотами с цанговой втулкой серии 120 или "легкоконусными" пилотами серии 100, предназначены для обработки седел диаметром от 16 до 35 мм.
Для создания одной фаски достаточно 3-5 оборотов фрезы. В зависимости от типа и размера фрезы, на нее устанавливается от 3 до 7 ножей, ножи имеют более 10 режущих кромок, специальным образом заточенных. При обработке седла, одновременно осуществляют резание более 10 режущих кромок.
При применении инструмента Neway выполнение трех необходимых условий качественного ремонта седла достигается за счет:
-
фиксированной базировки пилота в направляющей втулке клапана, обеспечивающей совпадение оси вращения фрезы и оси отверстия направляющей втулки;
-
прецизионной посадки фрезы на направляющий пилот;
-
фиксированного базирования ножей на фрезе, под строго определенным углом, заданным при изготовлении фрезы.
Высокая точность изготовления инструмента позволила компании Neway применить конструкцию фрез с регулированием положения ножей в зависимости от диаметра обрабатываемого седла клапана ГБЦ.
После обработки фрезами Neway геометрия рабочей поверхности седла и клапана имеет две особенности:
 |
Интерференция углов: угол рабочей фаски клапана и угол рабочей фаски седла отличаются на 1º. После первых 10-15 минут работы двигателя, клапан самостоятельно «прихлопывается» к седлу. |
 |
Микрорельеф рабочей поверхности. Образование микрорельефа после обработки клапана и седла обеспечивается геометрией режущей кромки фрез – типа "гребенка". |
Благодаря этим особенностям приработка клапана и седла происходит быстро и эффективно.

Для проверки радиального биения фаски седла клапана при проведении ремонта седел клапана ГБЦ компания Neway Manufacturing Inc. рекомендует использовать специальное приспособление. Для измерения биения фаски седла клапана необходимо вставить конический пилот или пилот с цанговым зажимом ( только производства Neway Manufacturing Inc. ) в направляющую втулку клапана, аккуратно установить на него прибор, настроить его щуп так, чтобы он упирался в рабочую фаску седла, и медленно проворачивать прибор вокруг оси пилота. По индикатору определить величину биения седла клапана, цена деления 0,025 мм.
При использовании неоригинальных (самодельных) пилотов погрешность измерений может возрасти. После ремонта седел и клапанов ГБЦ фрезами Neway последующая продолжительная притирка этих деталей не требуется.
Применение абразивной (водорастворимой) пасты рекомендуется только в качестве контрольно-финишной операции, которая не должна превышать 10 сек.. Следует помнить, что более продолжительная притирка клапана к седлу существенно снижает ресурс отремонтированных деталей.
Мы рекомендуем применение измерительных приборов Neway Manufacturing Inc. при проведении дефектовки деталей и контроле качества выполненного ремонта седел и клапанов перед сборкой ГБЦ.
Neway производит 6 основных типоразмеров фрез, для седел:
| № группы | Диаметр седел (мм) | Применяемость |
| 1 | ≤ 28 | 16-24 клапанные ГБЦ |
| 2 | 28…38 | ВАЗ, малолитражные иномарки |
| 3 | 36…45 | Волга, Газель, УАЗ, ГАЗ, иномарки свыше 2 л. |
| 4 | 40…52 | ЗиЛ, СМД-14, среднетоннажные грузовики |
| 5 | 44…62 | МАЗ, КамАЗ, СМД-60 |
| 6 | 52…67 | Икарус, MAN, большегрузные грузовики, тракторы |
Все фрезы комплектуются сменными твердосплавными ножами из карбида вольфрама, твердость по HRC составляет около 85 единиц. Ресурс ножей - более 2000 седел.
 |
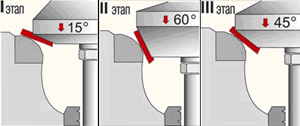
В каждом типоразмере фрезы изготавливаются со следующими углами наклона ножей: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°. |
 |
Компания Neway Manufacturing Inc. производит направляющие пилоты двух типов: -"легкоконусные" пилоты; "Легкоконусные" пилоты (серии 100 и 140) обеспечивают более точную базировку фрезы относительно отверстия направляющей втулки клапана, практика показывает, что при ремонте одного типаразмера отверстия втулки необходимо наличие от 3 до 5 пилотов с шагом 0,01 мм. Пилоты диаметром от 3,5 мм до 5 мм компания Neway Manufacturing Inc. производит из твердых сплавов. Пилоты с цанговой втулкой серии 120 и 150 обеспечивают базирование в направляющей втулке клапана в диапазоне от -0,1 мм до +0,1 мм от номинального диаметра пилота. При применении пилота с цанговой втулкой достаточно иметь один пилот на каждый типоразмер отверстия направляющей втулки клапана. Пилоты диаметром от 5,5 мм до 13 мм серийно выпускаются с шагом 0,5 мм. |
Комплектация инструментом Neway осуществляется индивидуально для каждого Заказчика, в зависимости от парка ремонтируемых двигателей и с возможностью дальнейшего развития.